咨询热线:
023-40765555 15823323860
13922964888 13728468490

新闻资讯
联系我们
移动电话:王总 15823323860
移动电话:张总 13728468490
固定电话:40765555/40765777
邮箱地址:399012373@qq.com
地址:重庆市长寿区晏家工业园齐心东路01-4
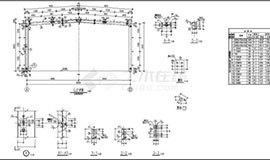
钢结构厂房的主要部件是焊接H型钢柱、梁和支撑
发布日期:2023-05-19 作者: 点击:
随着经济的发展,钢结构已广泛应用于建筑中。钢结构厂房的主要部件是焊接H型钢柱、梁和支撑。这些部件在生产过程中存在焊接变形问题。如果不纠正焊接变形,不仅会影响钢结构的整体安装,还会降低工程的安全性和可靠性。焊接钢结构产生的变形超过技术设计允许的变形范围,应尽量纠正,以满足产品质量要求。
矫正方法广泛应用于生产过程中,主要包括机械矫正、火焰矫正和综合矫正。钢结构的主要部件是焊接H型钢柱、梁和支撑,常用的火焰矫正方法有线加热方法、点加热方法和三角加热方法。钢结构加工火焰矫正加热温度不宜过高,过高会导致金属脆性,影响冲击韧性。
一、钢结构工程加工翼缘板角变形、H型钢柱、梁、支撑角变形时,在翼缘板上(对准焊缝外)纵向线性加热(加热温度控制在650度以下),注意加热范围不超过两个焊脚的控制范围,因此无需水冷。
二、钢柱、钢梁、支撑上下划伤及弯曲
在翼缘板上,对着纵长焊缝,从中间到两端进行线性加热,以纠正弯曲变形。为避免弯曲和扭曲变形,两条加热带应同时进行。可采用低温矫正或中温矫正方法。这种方法有利于降低焊接内应力,但该方法在纵向收缩的同时有较大的横向收缩,难以掌握。加热时应采用中温矫正,少浇水。
三、钢柱、钢梁、腹板波浪变形
要纠正波浪变形,首先要找出凸起的峰值,用圆点加热法配合手锤进行矫正。矫正时应避免过度收缩应力。二个峰值在一个圆点完成后加热,方法相同。为了加快冷却速度,Q235钢可以加水冷却。
1、钢结构桥梁应按照“工厂制造、装配施工”的要求组织施工。各有关单位要充分了解钢结构桥梁施工管理与传统工程现场施工的区别,根据钢结构桥梁的设计和施工特点,完善施工组织和质量控制管理模式,完善钢结构加工安装管理和质量控制要求,加强钢构件质量的出厂检验。
2、桥梁钢结构工程认真借鉴国内外钢结构桥梁的设计、施工和维护经验,结合工程实际,合理选择桥梁钢结构形式。
3、加强钢结构结构设计,钢结构桥梁设计结构简单,传力清晰,加工方便,有利于充分发挥钢材的材料特性。应充分考虑钢结构制造和装配的要求,通过合理的结构措施,合并构件设置,减少钢切割、塑料、焊接等加工工作量,降低制造成本和装配难度,提高结构可靠性和施工方便性。
本文网址:/news/709.html
关键词:重庆钢结构厂房,重庆钢结构安装
最近浏览: